Processing dairy products is a complex process. It requires the use of specialized equipment that can detect and inspect specific items to ensure quality and safety standards are met. Detection and inspection equipment in dairy processing involve everything from metal detectors, X-ray machines, vision systems, weigh scales, conveyors, sorters and laser scanners.
An array of detection and inspection equipment is available for use in processing plants to ensure quality control and safety standards are met at all times. Depending on the product being processed, operators need to select the right type of equipment in order to keep their production lines running efficiently and effectively.
Detection
Metal detectors are used to detect metal contaminants that may have been mixed into food products during storage or production. They work by sending electromagnetic waves through products to detect metals without damaging them. X-ray machines are also used for detection purposes, but they employ radiation instead of electromagnetic waves to help identify foreign objects in packaged goods.
The Xtreme Metal Detector enhanced platform from Eriez, Erie, Penn., is recommended for the harshest applications. In some cases, the technological advances have improved sensitivities by as much as 300%. The metal detector offers a 7-inch touchscreen interface, multiple preprogrammed languages, easy setup and reporting, multiple USB and interface ports, remote access and the standard high-pressure wash down design. The Xtreme Metal Detector surpasses previous units with enhanced features, improved sensitivity, intuitive operation and exceptional reliability. The ultra-sleek Xtreme Metal Detector blends simplicity and sophistication with its easy-to-navigate control with extra-large color interface.
Additionally, the Eriez Xtreme Liquid Line metal detector systems are highly sensitive and designed for liquids, pastes, slurries and other viscous products. These systems can be mounted vertically or horizontally and pipes are available in diameter sizes of 1.5 inches to 4 inches. When metal is detected in the product flow, a reject signal is channeled to one of the output relays. The relay can be used to activate a ball valve, to control a visual or audio alarm, or to send a signal to a programmable logic controller. Units feature a large, easy-to-use color display, dedicated reject and event log, and a verification program.
The CEIA THS/21-THS/MS21, a multi-spectrum technology metal detector from Heat and Control, Hayward, Calif., is the world’s only multi-spectrum metal detector that provides unique detection capability and extreme sensitivity of magnetic, non-magnetic, and even stainless-steel metal contaminants and is also available in a USDA-approved design. Exclusively developed by CEIA, the world’s largest manufacturer of metal detectors, multi-spectrum technology uses many frequencies simultaneously to optimize sensitivity to all metal contaminants and reduces product waste by minimizing product effect errors.
Interceptor DF Metal Detector from Fortress Technology, Toronto, uses a simultaneous multi-frequency operation that effectively processes the transmission and reception of multiple frequencies continuously over a broad spectrum. Developed with Divergent Field technology, it’s the world’s first metal detector to use multiple field directions. This technology dramatically improves the detection of ultra-thin contaminants often encountered in processing lines, significantly improving detection capabilities. Interceptor Metal Detectors improve stainless-steel detection capabilities up to 100%, reducing waste and costly false rejects in challenging applications. Optimized for inspecting more difficult “wet” products such as meat, dairy and other conductive products, the Interceptor simultaneously analyzes multiple frequencies over a broad spectrum to clearly distinguish the signal generated by the product from any metal contaminants.
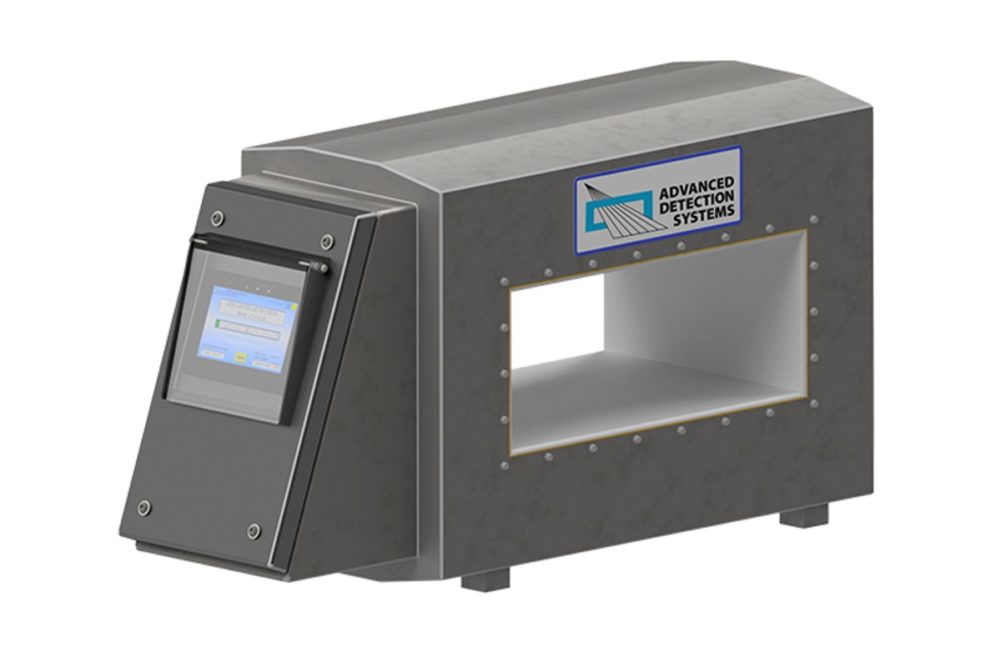
The ProScan Max III metal detection systems from Advanced Detection Systems, Milwaukee, are made in the USA and are ideal for ice cream, inclusions and other pipe-fed viscous dairy products. The company offers a product testing service that allows the company to troubleshoot and avoid issues upon startup at any facility. Product testing allows the company to build a metal detector for optimum performance and reliability in specific products and guarantee ferrous, non-ferrous and stainless-steel detection levels.
The M31R StandardLine metal detector – suitable for dry and wet applications – and the M33R GC and M34R GC PlusLine metal detection systems from Mettler-Toledo, Columbus, Ohio, offer a step-change in performance and sensitivity for dry or deep frozen and wet or products with metalized film on a conveyor. With the latest SENSETM software enhancements, these metal detection solutions help support sustainability initiatives with paperless record-keeping, boost productivity through simplifying essential tasks, and make compliance easier to achieve.
The V13 Flat Pack Label Inspection System from Mettler-Toledo performs inspection from the bottom up with a unique line scan camera to inspect labels on the underside of flat packs.
| Image: Mettler-ToledoInspection
Inspection equipment is used to check for parameters such as size, shape and weight of products. Vision systems are useful for making sure that food items are free from defects or meet a certain standard in terms of color, shape or size. Weigh scales can be used to measure the weight of different food items while sorting machines can be employed to sort them based on their characteristics. Laser scanners can also be utilized for measurement purposes and provide accurate results with minimal human involvement. Checkweighers prevent the under-filling and overfilling of product, ensuring brand protection and reducing costs due to less product giveaway.
The Raptor by Fortress Technology is an accurate, fully integrated check weighing system, specifically designed for high-care food production environments. The Raptor verifies the weight of each product and rejects non-conforming packs. The system has been designed to meet stringent care/food-grade engineering standards and it’s capable of processing packaged products up to 8 kilograms.
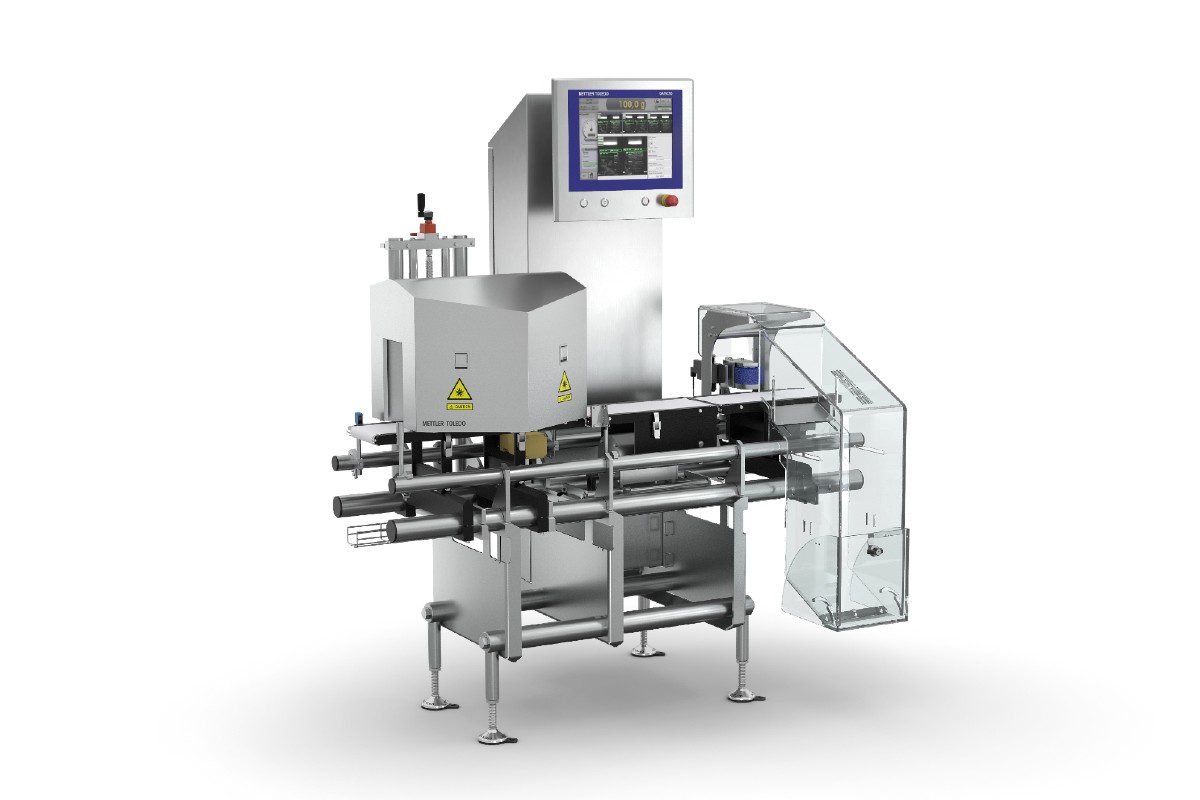
The high accuracy SSV-h series checkweigher from Anritsu, Kanagawa, Japan, is equipped with a high speed and high accurate force balance. This line of weighing systems meets the quality control requirements of various production lines. These checkweighers not only weigh products at a high speed and with a high accuracy but also respond to diverse customers’ needs ranging from feedback control for filling machines to HACCP and GMP support. It has a maximum speed of 600 products per minute with a maximum accuracy within 0.01 grams.
The E-M-A checkweigher portfolio from Wipotec, Kaiserslautern, Germany operates at speeds that permit extremely high throughputs of up to 650 pieces per minute, leading to an increasing packaging line efficiency. The machine’s exact filling and user-friendly operation reduces the total cost of ownership.
It is important to consider automation solutions as well. Automated systems are becoming increasingly popular due to their ability to increase efficiency while reducing labor costs and human errors. Automation solutions such as robotics or computer-controlled machines can help streamline operations and improve overall productivity without sacrificing quality control or safety standards.
A new vision inspection system from Mettler-Toledo – the V13 Flat Pack Label Inspection System – performs inspection from the bottom up with a unique line scan camera to inspect labels on the underside of flat packs at speeds of up to 300 packs per minute. This system completes the portfolio of label inspection solutions from Mettler-Toledo that provide 100% label inspections from all directions, for all package shapes and for all label quality and data defects. The systems are modular and can be configured to match the customer’s application and are available as kits, stand-alone or combination systems.
By investing in the right detection and inspection equipment, food processing plants can guarantee that their products meet the highest standards for quality and safety. Doing so will also ensure that customers receive a product they can trust every time, enabling businesses to stay competitive in the market.
